
污水处理控制器
1、 自控系统组成
通常,自控系统包括了现场PLC控制站、仪表数据检测系统和上位监控系统三部分。依照国际自动控制领域的发展趋势,本方案构成一个多级的、开放的、模块化的数据采集和监控系统解决方案。
2、总体结构
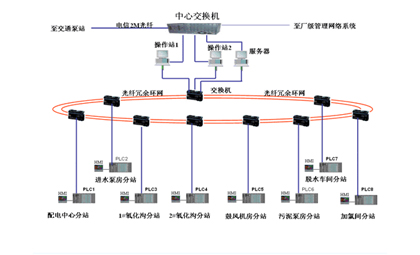
本自动控制系统以标准的、开放的工业以太网作为系统主干网络,配以高性能、高可靠性的现场控制站组成,中间节点采用Moxa工业以太网冗余交换机,构成了自控系统的光纤冗余环状网络结构。
3、系统特点
根据工程的实际情况及工艺要求,自控系统采用“集中管理、分散控制、资源共享”的集散型系统。整个系统由信息层(管理层)、监控层和现场控制层组成。采用这种结构可使生产过程中的信息能够集中管理,以实现整体操作、管理和优化;同时,也使得控制危险分散,提高系统可靠性。中控室监控计算机和现场PLC控制分站通过光纤和以太网交换机组成全厂工业冗余以太环网。PLC站采用Siemens S7系列的产品,交换机采用MOXA-EDS系列的产品,上位机采用研华工控机,上位软件采用研华的WebAccess组态软件,仪表系统以德国E+H品牌为主。

PLC现场控制站用于现场各车间数据采集与控制,采用s7-300系列PLC,并配有UPS电源。每个控制站的PLC将监测和控制有关区域的所有设备和过程,并且通过TCP\IP以太光纤环网与监控计算机相连,中控室能够观察到厂内重要设备的运行状态和工艺参数,完成对现场设备的操作与控制、参数的设置和修改。
全厂根据需要共设立了8个PLC分站和一个远程泵站:
PLC1:配电室中心分控站,监控配电中心的电气设备运行状况和各种电力参数。
PLC2:进水泵房分控站,监控进水泵房中的提升泵、粗格栅、细格栅等设备的运行状况和各种液位、进水流量、进水COD、PH等参数。
PLC3: 1#氧化沟分控站,监控1#氧化沟中的搅拌机、推进器等设备的运行状况和溶解氧DO、污泥浓度MLSS等参数。
PLC4:1#氧化沟分控站,监控2#氧化沟中的搅拌机、推进器等设备的运行状况和溶解氧DO、污泥浓度MLSS等参数。
PLC5:鼓风机房分控站,监控鼓风机系统的运行状况及进风管压力等参数。
PLC6:污泥泵房分控站,监控污泥泵房中的剩余污泥泵、污泥回流泵、二沉池吸刮泥机等设备的运行状况和液位、污泥界面、污泥浓度MLSS等参数。
PLC7:脱水车间分控站,监控脱水车间中的污泥脱水机、压榨机、输送机等设备的运行状况和污泥流量等参数。
PLC8:加氯间分控站,监控加氯间中的加氯设备的运行状况和出水COD、氨氮、浊度SS等参数。
远程泵站:提升泵站,监控提升泵站内的提升泵、粗格栅等设备的运行状况和液位、进水流量等参数。该泵站与厂区的监控系统通过电信公司的2M光纤进行双向通讯,便于远程监控和优化调度。
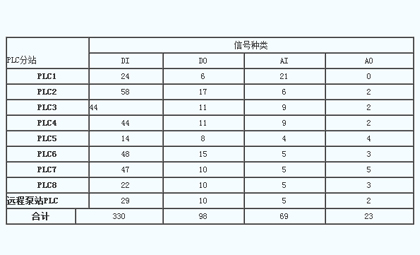
各分站I\O点数如下:
5、 上位监控系统
上位监控系统是指在厂区的中心控制室对全厂的设备和工艺运行情况进行监控,它是通过通讯系统采集到系统内各个站点的设备工作状态和各种与调度、控制有关的工艺参数,根据整个系统的运转情况,进行统一调配、控制。上位监控系统包括监控计算机、上位监控软件、模拟屏、电视墙、网络通讯系统、不间断电源及打印机等。
上位软件采用研华的WebAccess组态软件,该软件采用基于WEB浏览器的人机界面和监控SCADA软件,便于通过Internet远程访问。
上位监控系统主要功能:
(1)全厂数据的采集;
(2)全厂设备的优化调度;
(3)报警处理和记录;
(4)事故记录;
(5)数据存贮和数据库管理;
(6)工艺流程、实时参数、趋势图及故障显示;
(7)报表生成。
6、仪表系统
仪表系统是对物质的成分及物理特性等进行分析和测量的仪表,是现代工业生产过程中进行自动监测和自动控制,以达到优质高产、节能降耗以及保证安全生产和保护环境的目的。自动分析仪表是污水处理系统中对一些复杂化学成分进行检测的常用仪表,如污泥浓度计、总磷检测仪、氨氮检测仪、COD检测仪等。该方案采用的仪表以德国E+H品牌为主,主要包括:超声波液位计、明渠流量计、PH计、溶解氧检测仪、污泥浓度计、氨氮检测仪、COD检测仪等。
7、 WEB远程访问
基于WEB的远程监控技术通常是指通过网页浏览方式远程登陆自动控制系统,以进行监测和控制。只要自控系统具有固定IP地址,无论访问者在何地均可通过因特网自由访问。该污水处理厂的上位监控软件WebAccess即具备该功能,不仅与远程泵站可实现实时、双向通讯,并且可以使管理者通过Internet网远程登录访问厂区的监控系统。

以上方案是目前最先进的、适用于大多数污水处理厂及其它工业领域的自控系统方案,性价比非常高。
自控系统集成方案并不是一成不变的,它会随着各种技术的不断发展而更新,同时,要紧密结合行业工艺、设备特点、厂区实际情况进行适当配置,以达到最优状态。总之,对自控技术的合理应用,可以实现真正意义上的无人值守,并且可以通过合理调度实现优化管理,达到优化控制、节能降耗的目的。